日本語
サインイン

| 価格 | USD, EUR, RMB / Negotiable |
| MOQ | 1 Piece |
| 納期 | General order 15-30 days |
| ブランド | LBS |
| 原産地 | シーチヤチョワン河北中国 |
| Certification | ccs |
| 型式番号 | デッサンかサンプルに従って |
| 包装の細部 | 輸出標準的な木の場合 |
| 支払の言葉 | L/C、T/T、ウェスタン・ユニオン |
| 供給の能力 | 1ヶ月あたりの1000部分 |
| Brand Name | LBS | 型式番号 | デッサンかサンプルに従って |
| Certification | ccs | 原産地 | シーチヤチョワン河北中国 |
| 最低順序量 | 1部分 | Price | USD, EUR, RMB / Negotiable |
| 支払の言葉 | L/C、T/T、ウェスタン・ユニオン | 供給の能力 | 1ヶ月あたりの1000部分 |
| 受渡し時間 | 15-30日を一般守則 | 包装の細部 | 輸出標準的な木の場合 |
| 製品名 | 鋼鉄ギヤ リング | 材料 | 金属の合金鋼 |
| rocessingタイプ | 焼入れ | 熱処理 | 表面の浸炭 |
| 熱処理を造ること | 処置の正常化 | 正確さのクラス | 60Class |
| 表面国家 | 粉砕 | 保証 | 13か月 |
| abilitty供給 | 2600sets /per月 |
| モデル | 鋼鉄ギヤ リング |
| タイプ | 円形/みみずギヤ/斜角//Racの非円形のプラスチック ステンレス鋼 |
| 歯の形 | 拍車/斜め/カーブ/二重ギヤ |
| 生産のタイプ |
/切断/圧延/焼結させたギヤ投げること |
| 包まれる | 木箱 |
|
適用規模 |
織物、農業、鉱山、食糧、オイルおよび他の伝達機械類 |
| 硬度 | 堅くなること |
| MOQ |
≥100部分 |
| 名前 | 15 mの大口径モジュール28の合金鋼のステンレス鋼 ギヤ リング |
| 機械化モジュール | 0.2-10 |
| 材料: | stee45#l、40CRの容易な車の鉄(1214#)、黄銅、錫の青銅、POM (Sisteel)、PVD、PVDFlの輸入されたナイロン、ステンレス鋼303#のステンレス鋼304#、アルミニウム606#、アルミニウム6063# |
|
表面処理:黒くなること、 |
高周波、浸炭および癒やす、表面の窒化、等 |
| プロセス用機器: | CNCの旋盤、自動旋盤、概要の旋盤、歯切り工具で切る機械、ギヤ形削り盤、ギヤ フライス盤、剃る機械、フライス盤、粉砕機、ワイヤー切断、等 |
| 加工技術 | 、ギヤ歯切り工具で切り、製粉の歯剃る |
| 共通の拍車ギヤ指定 | |||||||
| 係数 | 1M | 1.5M | 2M | 2.5M | 3M | 4M | 5M |
| 歯の厚さ | 10mm | 15-18mm | 20mm | 25mm | 30mm | 35-40mm | 40-50mm |
| 内部の穴 | 空白の穴 | ||||||
| 方法の配置 | 外の直径=モジュール* (歯の数-2) | ||||||
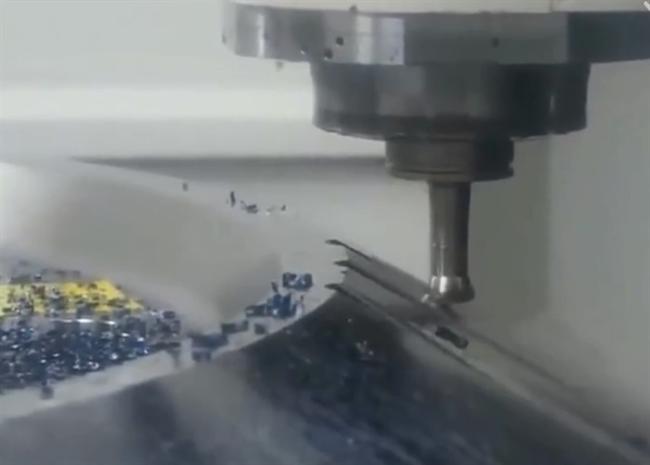
複雑なギヤ処理方法に2つの部門、1がであるコピー方法、形成カッター製粉ギヤ溝と、である「模造形」ある。他はgenerativity方法である。
(1)歯切り工具で切る歯切り工具で切る機械:螺旋形の歯の下の缶プロセス8モジュール
(2)フライス盤の歯:まっすぐな棚を処理できる
(3)スロット
マシン
ギヤ:内部歯を処理できる
(4)冷たい打つ機械歯:破片の処理無し
(5)ギヤより平らなギヤ:缶プロセス16モジュール
ギヤ
(6)精密投げる歯:安いピニオンはたくさん処理することができる
(7)ギヤ粉砕機:精密マスター
マシンのギヤを処理できる
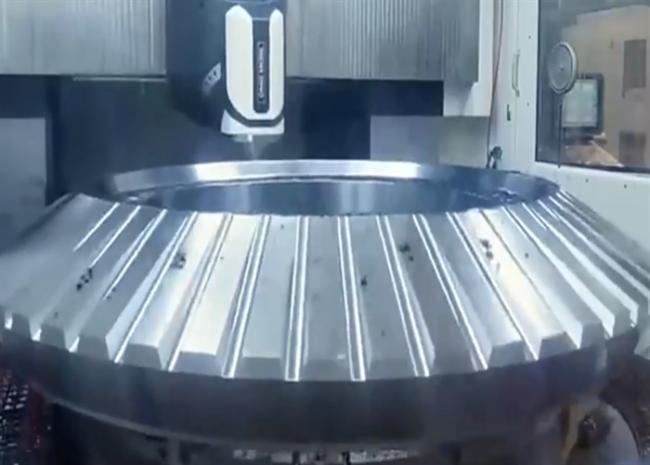
ギヤ鋳造は別名投げた鋼鉄ギヤをある。これはほとんどのギヤが投げられた鋼鉄から成っているのである。ここに私はギヤ鋳造および関連熱処理の生産についての情報を共有する。ギヤ鋳造は通常少数のキログラムから複数のトンまで重量で及ぶ。
ギヤ鋳造は通常高炭素の投げられた鋼鉄から成っているが、いくつかは合金鋼から高い引張強さを達成するためにクロム、ニッケルおよびモリブデンを含んでいる成っている。大きいギヤに一般にピニオンより低く物理的な条件がある。
投げるプロセスについて、通常床の鋳造物プロセスは適して、正常な要求に応じることができる。鋳造物鋼鉄ギヤのために、運転されたギヤ、ギヤおよびアイドラーのような、水晶砂を使用する床の鋳造物プロセスはよい選択である。なぜか。ギヤのほとんどが機械で造る必要があるので。従って、より高い投げるプロセスを使用する必要はない。さらに、中型および大きい鋼鉄鋳造のため、水晶砂を使用する床の鋳造物プロセスはほとんど唯一の選択である。
熱処理に関して内部圧力を除去するために、当然、すべての鋼鉄鋳造は標準化されなければならない。ギヤ鋳造のある部分は溶接することができる。鋳物場が鋳造を溶接すれば、溶接位置はアニールされなければならない。歯切り工具で切ることが非常に堅ければ硬度を減らし、内部堅い点を除去するために、再度アニールすることができる。機械で造り、歯切り工具で切ることの後で歯の表面の硬度を改善するために、ギヤは堅くなるか、または堅くなる。ピニオン ギヤのために、浸炭をすることができる。大きい運転されたギヤのために、表面に堅くなることをすることができる。堅くならなかったギヤは数週間に少数の月だけの短い寿命のスパンを備えている。
ギヤ鋳造に材料、欠陥、処理および熱処理のより高い条件があるので。さらに、ギヤ鋳造のための発注は比較的小さい。その結果、多くの鋼鉄鋳物場は製造して好まない。
あるギヤは造るプロセスによってなされる。ギヤ内部ティッシュ密度を造ることはよりよい、高力。造られたギヤはより厳しい働く条件に使用することができる。投げられたギヤに低い強さがあるが、一般的な作動条件で広く利用されている。ギヤを造る費用はギヤを投げる費用が比較的低い間、高い。バイヤーは使用の費用そして状態に従って適切な製造工程を選ぶ。