日本語
サインイン




| 価格 | Negotiated |
| MOQ | Negotiable |
| 納期 | 5 - 8 work days |
| ブランド | ISUZU |
| 原産地 | 日本 |
| 型式番号 | 4LE2 |
| 包装の細部 | 自由な中立パッケージかFumgation |
| 支払の言葉 | D/P、T/T |
| 供給の能力 | 10部分 |
| Brand Name | ISUZU | 型式番号 | 4LE2 |
| 原産地 | 日本 | Price | Negotiated |
| 支払の言葉 | D/P、T/T | 供給の能力 | 10部分 |
| 受渡し時間 | 5 - 8つの仕事日 | 包装の細部 | 自由な中立パッケージかFumgation |
| 掘削機モデル | EX55 SK75 - 8 | エンジン モデル | 4LE2 |
| 部品番号 | 8980894851 | 条件 | 使用される |
| 質 | 良質 | サイズ | 標準 |
| 色 | 映像と同じように | 材料 | 鋼鉄 |
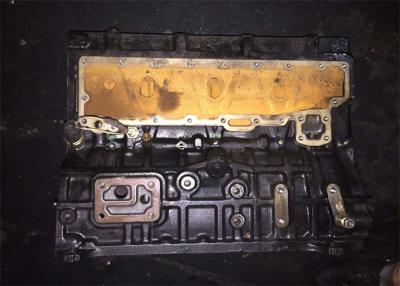
4LE2掘削機SK75 - 8 8980894851のためのディーゼル使用されたエンジン ブロック水冷
指定
| 車の名前:エンジンのシリンダ ブロック |
| 型式番号:4LE2 |
| エンジンのタイプ:ディーゼル |
| 適用:掘削機 |
| 弁:8弁 |
| シリンダーの数:4 |
| 注入:直接 |
| 仕事の形態:ターボ |
記述
砂型で作るプロセス
砂型で作るプロセスでは、型および中心は一度だけ使用することができる。金属は重力か低圧によってキャビティに入る。より大きい生産シリーズのために、型および中心は形成し、中心形成機械を使用して製造される。形成材料は振動および/または押すことまたは撃つことまたは圧力波の衝動によって密集する。中心は一般にまたは打撃吹く。
複雑さをの高度は高度の砂型で作るプロセスと達成することができる(例えば中心のパッケージ
システムかCPS)。これによって、水ポンプハウジング、石油フィルターのフランジおよびオイル
ギャラリー統合することができる意味する。方向怯固および機械特性は冷却の冷えの使用によって高めることができる。CPSプロセスでは、最初の主要なセクション心配いわゆる砂中心の生産。砂は有機性つなぎの使用によってまとめられる。
これらのつなぎは個々の砂粒間の接着剤のように機能する。一般に型を形作る用具は(『熱い箱』のプロシージャと呼ばれる)または涼しい熱される(「冷たい箱」のプロシージャ)。ほとんどの生産者は大いに低負荷の消費のために現在冷たい箱方法を使用する。
形に押されたとき、砂型自体は最終的なエンジン
ブロックのすべての部分そして開始を映す。型が扱われ、冷却されれば、第2セクションに型への液体アルミニウム流れ進む。ブロックは型および鋳造物の部品が扱われる熱-である第3セクションを書き入れる前にそれから冷却される。これは鋳造を和らげるために、また砂の中心をまとめた有機性つなぎを燃焼させるために重要である。つなぎが焼き払いなら、砂粒はコンベヤー
ベルトに鋳造そして落下を放す。砂の約98%はその後次の型を作り出すために再度使用されてできる。
全型が冷たボックスの中心から成っているところで、最初の大量エンジン
ブロックの生産はCPS®
(中心のパッケージ
システム)閉鎖デッキおよび深スカートのブロックとしてを使用して設計されている。鋳造は接触注ぐプロセスを使用して逆さまに満ちて、roll-overの後であとで、付加的な冷却無しで共同表面によって与えられて適用した。ねずみ鋳鉄はさみ金は型に組み立てられたり、そしておよび鋳造物で、±である位置の範囲0.3
mm予備加熱した。芯を取り除くことおよびT5熱処理は同時に起こる。