




レーザー切断 304 部品のCNCフライス,磨きと消化
Jun 30, 2025
17 ビュー
おしゃべり
# 304 ステンレス鋼のCNCフレーシング部品
# レーザー切断CNC回転部品
# 磨きパシベーション CNC加工部品
304ステンレス鋼を機械加工するのが難しい理由
304ステンレス鋼は、優れた耐食性と耐久性を提供するので、カスタム機械加工で最も要求される材料の1つです。しかし、製造の観点から見ると、304は切削中に非常に粘着性があることで知られています。急速に加工硬化し、過熱しやすく、工具の切れ味が炭素鋼のほぼ2倍の速さで鈍くなります。
実際の工場生産では、以下のようなことがよく見られます。
工具の摩耗が25~40%増加送り速度が最適化されていない場合。
冷却なしでの穴あけは、切削エッジの温度を700℃以上に上昇させ、チャタリングや引き裂きを引き起こす可能性があります。
レーザーカットされたエッジは、多くの場合、精密ミリングの前に除去する必要がある酸化層を形成します。
これらの詳細は、部品の公差、仕上げ品質、納期に劇的な影響を与えます。
この記事では、実際の現場での経験に基づいた、レーザー切断→CNCミリング→研削→不動態化という、完全で実践的なワークフローを提供します。
H2: 304ステンレス鋼部品のステップバイステップ製造ワークフロー
H2: 1. 304ステンレス鋼のレーザー切断:クリーンなエッジ、低熱歪み
レーザー切断は、CNCミリングの前にブランクを準備するのに最適で、特にプレートベースのコンポーネントに適しています。
H3: 実際の生産からの実践的なセットアップとデータ
レーザータイプ:1.5~3kWファイバーレーザー
板厚:1.5mm~10mm
2mm 304 SSの切削速度:20~28mm/秒
一般的な公差:±0.10~0.20mm
H3: なぜレーザー切断から始めるのか?
CNC機械加工時間を30~50%
削減
荒加工からの無駄を最小限に抑える
複雑な外形やスロット形状に最適プロのヒント:
304では高速切削を避けてください。過度の熱は、後で不動態化を妨げる酸化物の蓄積を引き起こします。
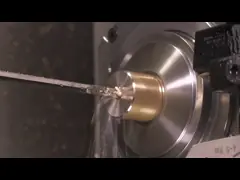
H2: 2. 304ステンレス鋼のCNCミリング:工具、送り、実際の切削パラメータ
ブランクがレーザーカットされたら、CNCミリングで精密な形状を処理します。
H3: 推奨工具とクーラント戦略工具:
TiAlNコーティング超硬エンドミルクーラント:高圧フラッドクーラント
、8~10%エマルジョン切りくず排出:加工硬化を防ぐために
必須
H3: 実際の送り速度とパラメータ(現場テスト済み)
操作
主軸速度
送り速度
切り込み深さ
側面ミリング(Ø8mm)
1800~2200 RPM
220~280 mm/分
0.15~0.25 mm
スロットミリング
1500~1800 RPM
160~200 mm/分
0.1 mm
穴あけ(Ø6mm)
1200~1500 RPM
0.08~0.12 mm/rev
—
これらの数値は、304-2Bシートを使用して、Haas VF-2およびDMG 3軸マシンでテストされました。
H3: 加工硬化の回避ほとんどの故障は、送りが低すぎる場合に発生します。経験則:
青い切りくずが見えたら→工具が切削ではなく擦れています。すぐに送りを増やしてください。
H2: 3. 寸法精度と表面仕上げのための研削
研削は、厳しい公差または美的仕上げを必要とする304部品、特に以下に不可欠です。
精密ブラケット
スライド機構
シール接触面
医療用ハードウェアコンポーネント
H3: 実際の現場テスト結果
研削タイプ
表面粗さ
表面粗さ
平面研削
±0.01 mm
Ra 0.8~1.2 μm
円筒研削
±0.005 mm
Ra 0.4~0.8 μm
H3: よく見られる問題
過熱→変色
不適切な砥粒サイズによる微小な傷
薄い304プレートの歪み解決策:0.005~0.01 mmの増分パスでクーラントを豊富に使用した研削を使用してください。
H2: 4. 不動態化:耐食性のための最終ステップ
不動態化は、鉄の汚染を除去し、クロム酸化物の保護層を復元します。
H3: 典型的な不動態化プロセス
脱脂と超音波洗浄
酸浴処理
硝酸20~25%50℃で
またはクエン酸6~10%30~40℃で
DI水ですすぎ
熱風乾燥
H3: 実際のテストデータ
クエン酸不動態化後、304部品は以下を示しました。
耐塩水噴霧性:48~96時間
表面クロム濃度が35~55%増加(XPSで検証済み)
H3: ユーザーの悩みが解決
多くの購入者は、ステンレス鋼部品がわずか数週間で錆びることを心配しています。これは通常、レーザー酸化物+機械加工デブリが原因であり、材料の品質ではありません。適切な研削+不動態化プロセスはこれを完全に排除します。
H2: レーザーカットおよびCNCミリングされた304ステンレス鋼部品の用途
食品加工コンポーネント
医療用固定具
海洋用ハードウェアブラケット
産業用自動化部品
バッテリーハウジング
計器パネルとエンクロージャー
これらの業界は、強度、成形性、耐食性のバランスから304を選択しています。
H2: 価格と注文に関する考慮事項
コストに影響を与えるもの
304プレートの厚さ
CNC機能の複雑さ
必要な公差
表面仕上げレベル
バッチ数量
参考として、レーザー切断、CNCミリング、研削、不動態化を含む典型的な304ブラケット(厚さ2~4mm):
単価(少量バッチ10~20個):USD $9~$18
大量生産(500個以上):USD $3.80~$7.20
H2: FAQ
Q1: 304ステンレス鋼はCNC機械加工に適していますか?
はい、ただし、加工硬化を防ぐために、正確な送り速度とクーラント管理が必要です。
Q2: レーザーカットされた304部品は後処理が必要ですか?
はい。CNCミリングまたは不動態化の前に、酸化エッジを除去する必要があります。
Q3: 不動態化は寸法を変えますか?
いいえ、不動態化は非コーティングの化学プロセスであり、厚さを追加しません。
加工
CNC旋盤、CNCフライス盤、レーザー切断、曲げ、スピニング、ワイヤーカット、スタンピング、放電加工(EDM)、射出成形、3Dプリンティング、ラピッドプロトタイプ、金型など。
材料
アルミニウム:2000シリーズ、6000シリーズ、7075、5052など
ステンレス鋼:SUS303、SUS304、SS316、SS316L、17-4PHなど
鋼:1214L/1215/1045/4140/SCM440/40CrMoなど
真鍮:260、C360、H59、H60、H62、H63、H65、H68、H70、ブロンズ、銅
チタン:グレードF1-F5
プラスチック:アセタール/POM/PA/ナイロン/PC/PMMA/PVC/PU/アクリル/ABS/PTFE/PEEKなど
表面処理
陽極酸化処理、ビーズブラスト、シルクスクリーン、PVDメッキ、亜鉛/ニッケル/クロム/チタンメッキ、ブラッシング、塗装、粉体塗装、不動態化、電気泳動、電解研磨、ローレット加工、レーザー/エッチング/彫刻など
公差
±0.002~±0.005mm
表面粗さ
最小Ra 0.1~3.2
証明書
ISO9001:2015、AS9100D、ISO13485:2016、ISO45001:2018、IATF16949:2016、ISO14001:2015、ROSH、CEなど
よくある質問
1. メーカーですか、それとも商社ですか?
私たちは中国の深センにある工場で、20年の豊富な経験があり、6000平方メートルをカバーしています。3D品質検査装置、ERPシステム、40台の機械など、完全な設備を備えています。必要に応じて、材料証明書、サンプル品質検査、その他のレポートを提供できます。
2. 見積もりを取得するにはどうすればよいですか?品質、納期、材料、品質、数量、表面処理、その他の情報を含む詳細な図面(PDF/STEP/IGS/DWG...)。
3. 図面なしで見積もりを取得できますか?
あなたの創造性のためにエンジニアリングチームが描くことができますか?もちろん、正確な見積もりについては、サンプル、写真、または詳細なサイズの草案を受け取ることも喜んでいます。
4. 大量生産の前にサンプルを提供できますか?
もちろん、サンプル料金が必要です。可能であれば、大量生産中に返却されます。
5. 納期は?
一般的に、サンプルは1〜2週間、バッチ生産は3〜4週間続きます。
6. 品質をどのように管理していますか?
(1)材料検査-材料の表面と概算寸法を確認します。
(2)最初の生産検査-
大量生産における重要な寸法を確保します。
(3)サンプリング検査-倉庫への納品前に品質を確認します。
(4)出荷前検査-出荷前にQCアシスタントによる100%検査。
7. アフターサービスチーム
製品を受け取った後に問題が発生した場合は、1か月以内に音声通話、ビデオ会議、電子メールなどでフィードバックを提供できます。私たちのチームは、1週間以内に解決策を提供します。
もっと詳しく知る →





















